Aerocrete production mini-conveyor line, with capacity from 12 m³



Configeration
| Mold sides (1,2×0,6×0,3 m for 12 gas-concrete blocks) (set) | 7 |
| Support for mechanical pusher | 2 |
| Penetrometer | 1 |
| Transfer cart | 2 |
| Mold bases (1,2×0,6×0,3 m for 6 gas-concrete blocks) with the metal bottom | 21 |
| Transfer rail track | 6 |
| Rail track for moveble molds | 22 |
| Sieve for pouring mixture into the mold | 1 |
| Scraper blade for cutting the top crust | 1 |
| Mixer-activator (0,25 m³) | 1 |
| Mechanical pusher | 2 |
| Cutting guide with a kit of saws, for 6 blocks | 1 |
Characteristics
| The required number of staff | от 3 People |
| Necessary water temperature | 50-60 C⁰ |
| Power consumption | 1,5 kWh |
| Necessary room temperature | от 15 C⁰ |
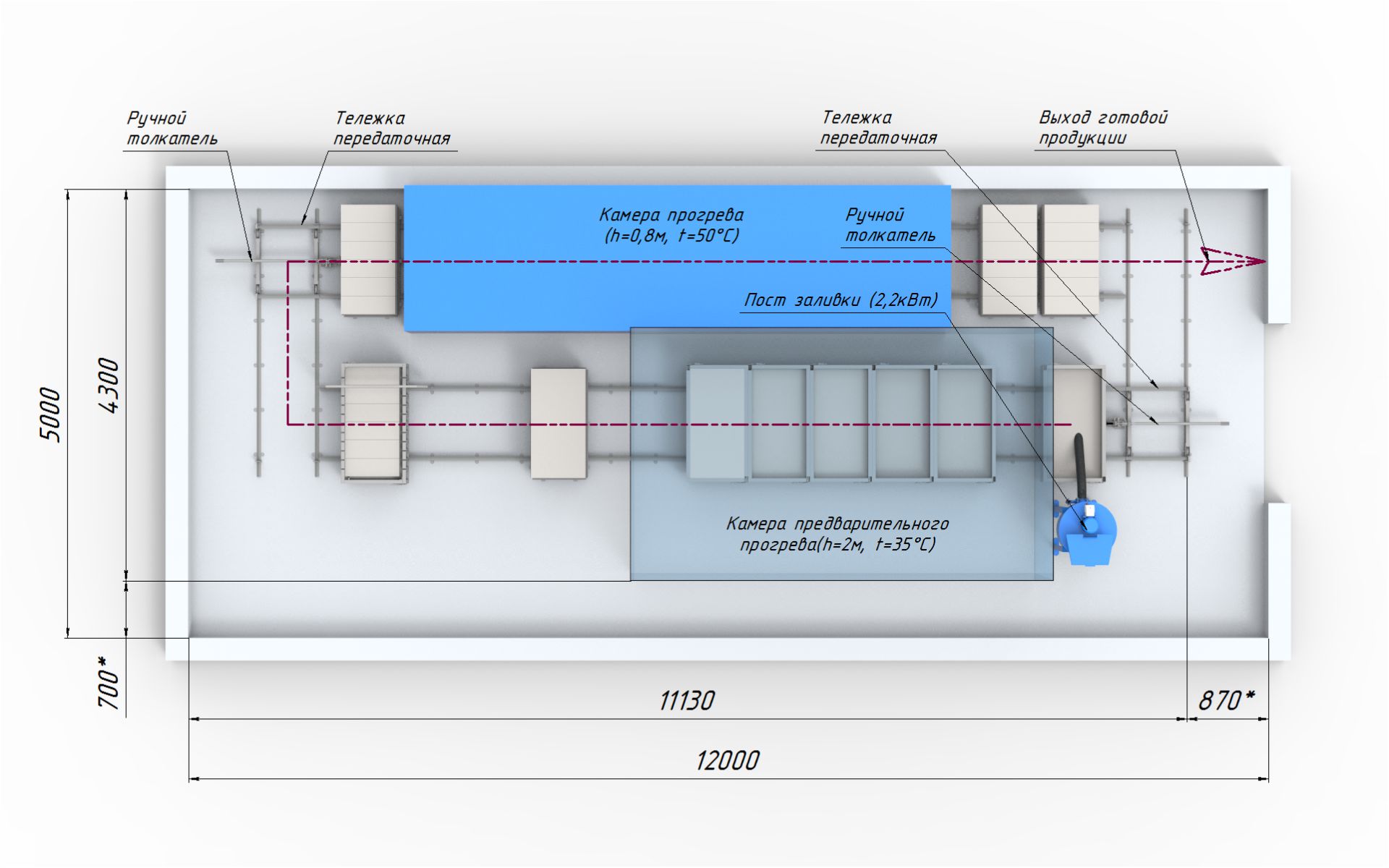
| Required space | 4,8х16х2 m |
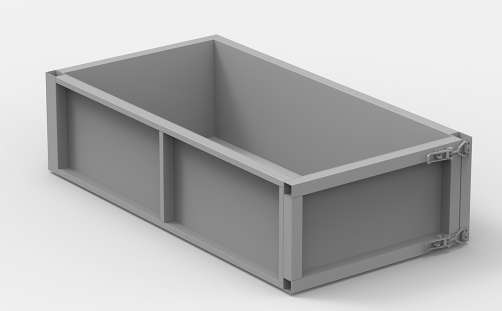
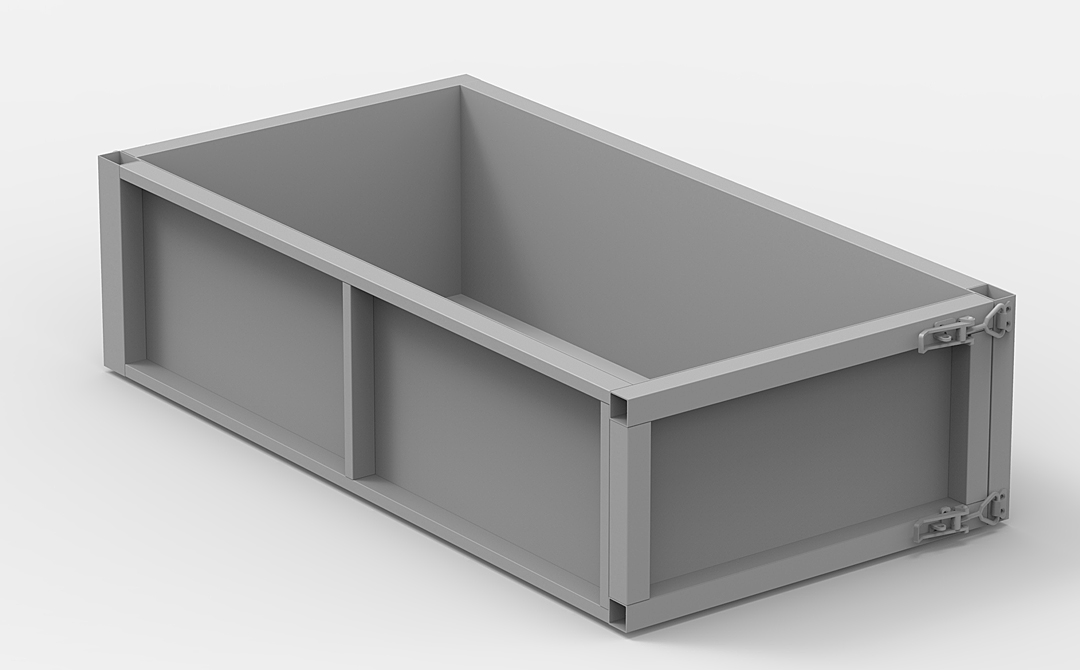



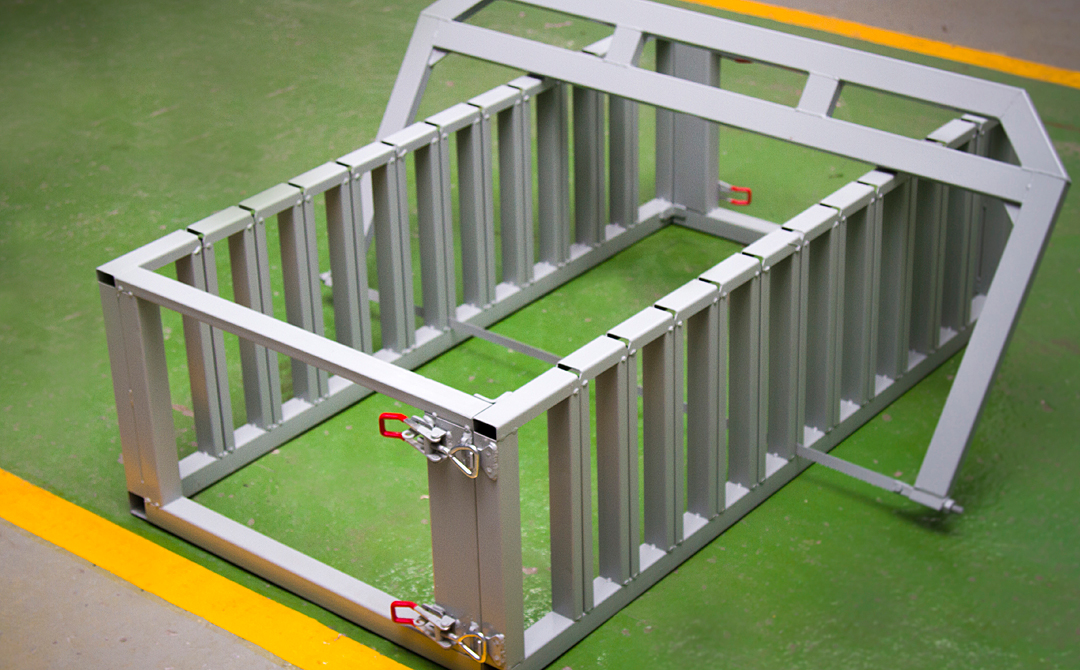
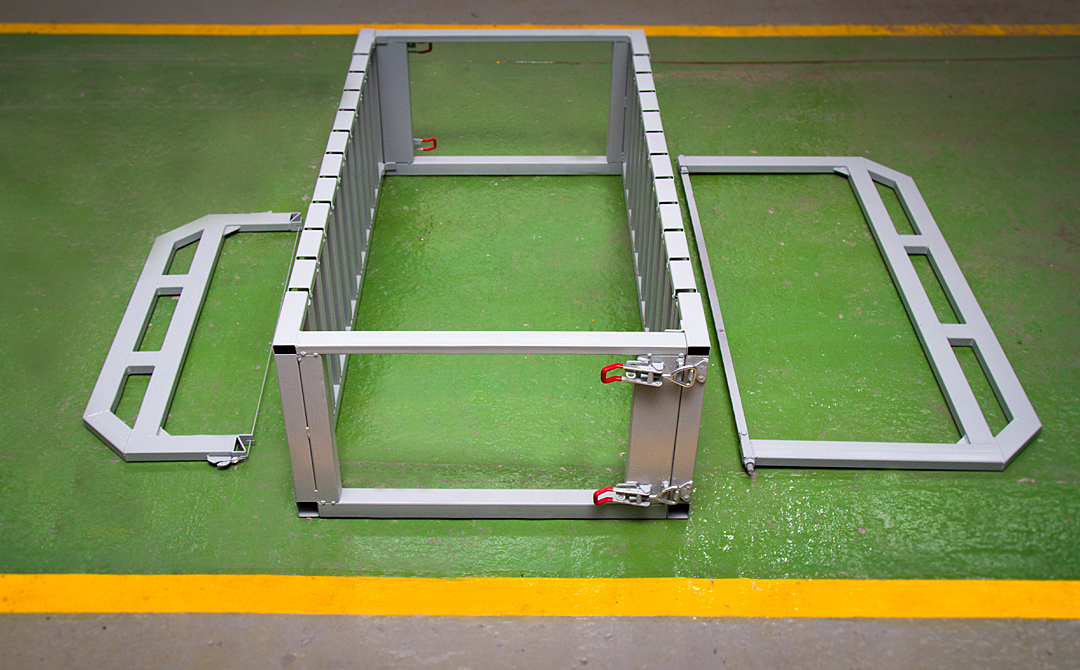
Mold sides (1,2×0,6×0,3 m for 12 gas-concrete blocks) (set)
The sides of the slip mold at the conveyor are made with high-precision laser slitting and provide for specific impermeability when assembled. With this set of sides, the mold can get ready for filling in 2-3 minutes after the finished products are removed from the mold base. The set provides for filling 12 blocks of standard dimensions 20х30х60 cm.

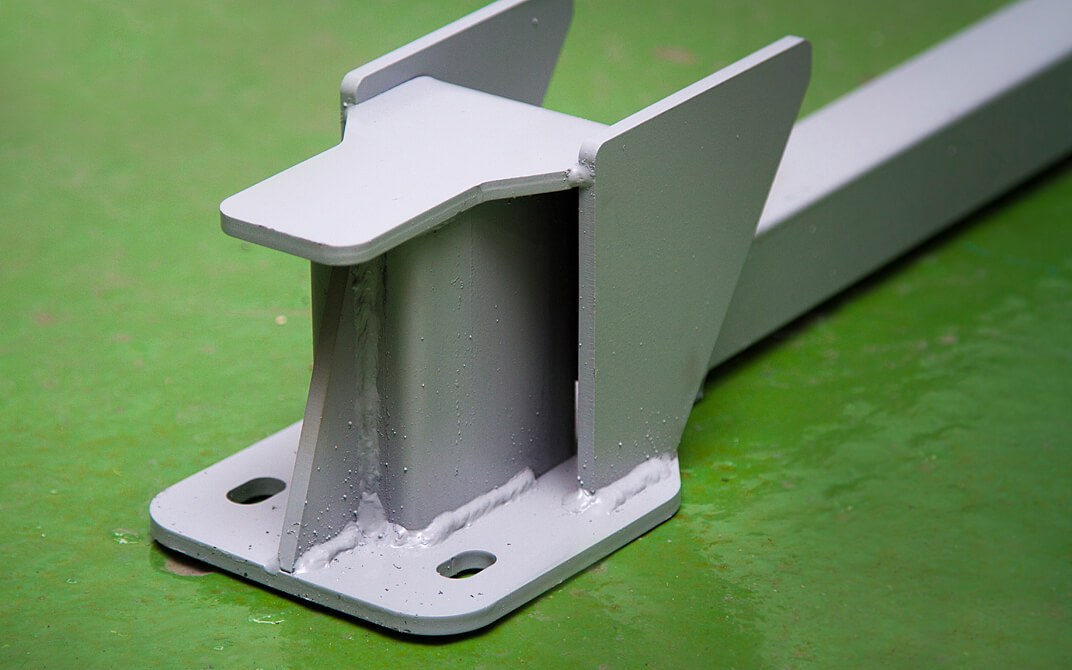

Support for mechanical pusher
The holdback is a metal construction for fixing the mechanical pusher which moves the molds to the heating chambers via rail tracks.



Penetrometer
The penetrometer (plastomer) defines the plastic strength of the gas-concrete mass and if it is ready for slitting. Its basic principle lies in the property of the concrete mixture to withstand the cone penetration.



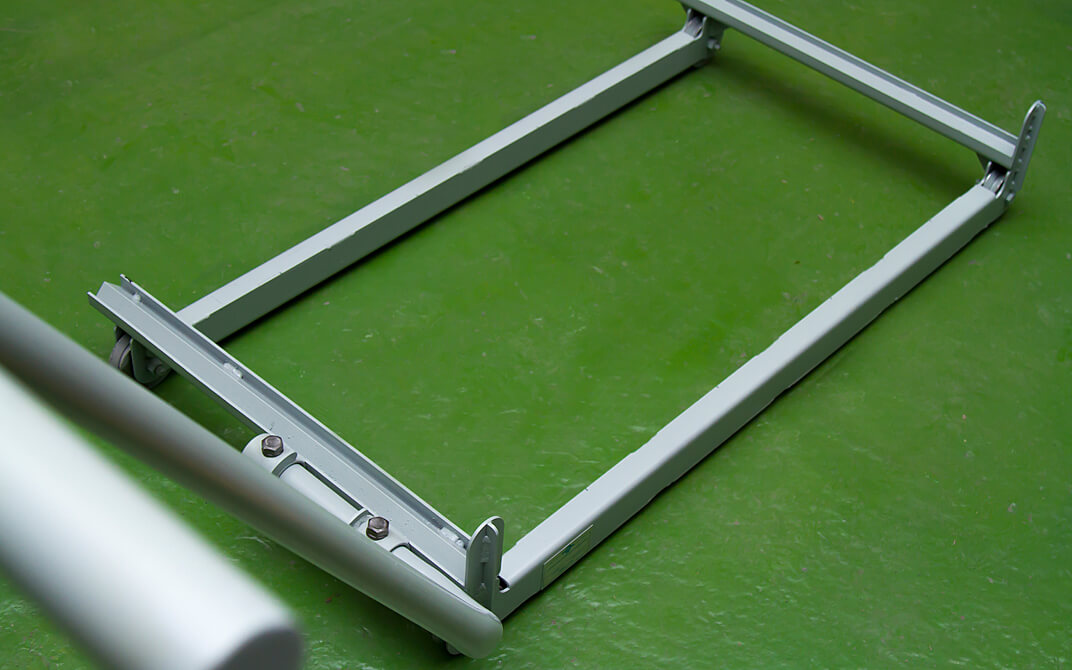
Transfer cart
The transfer cart of the conveyor removes the mold bases between the two parallel railways.
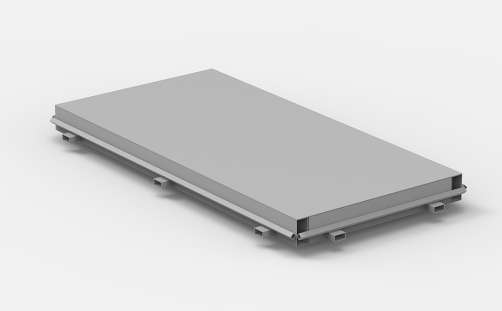



Mold bases (1,2×0,6×0,3 m for 6 gas-concrete blocks) with the metal bottom
Mobile mold bases of the conveyor provide for a highly practical mode of production since the major hubs are located stationary: the mixing unit, the slitting unit or the warming chamber.
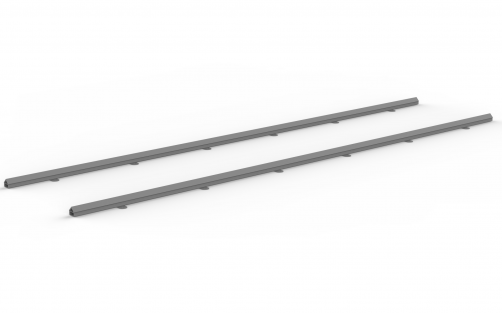


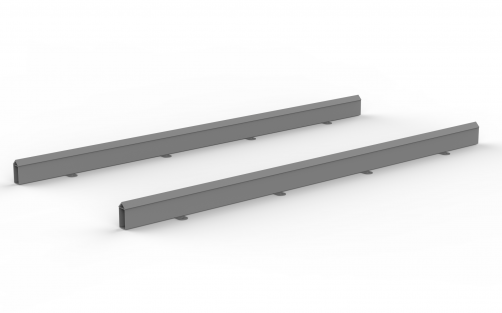
Transfer rail track
The system of mold transfer within the conveyor consists mostly of major rail tracks and rail tracks for transfer carts. As a rule, they start assembling the line with this part.
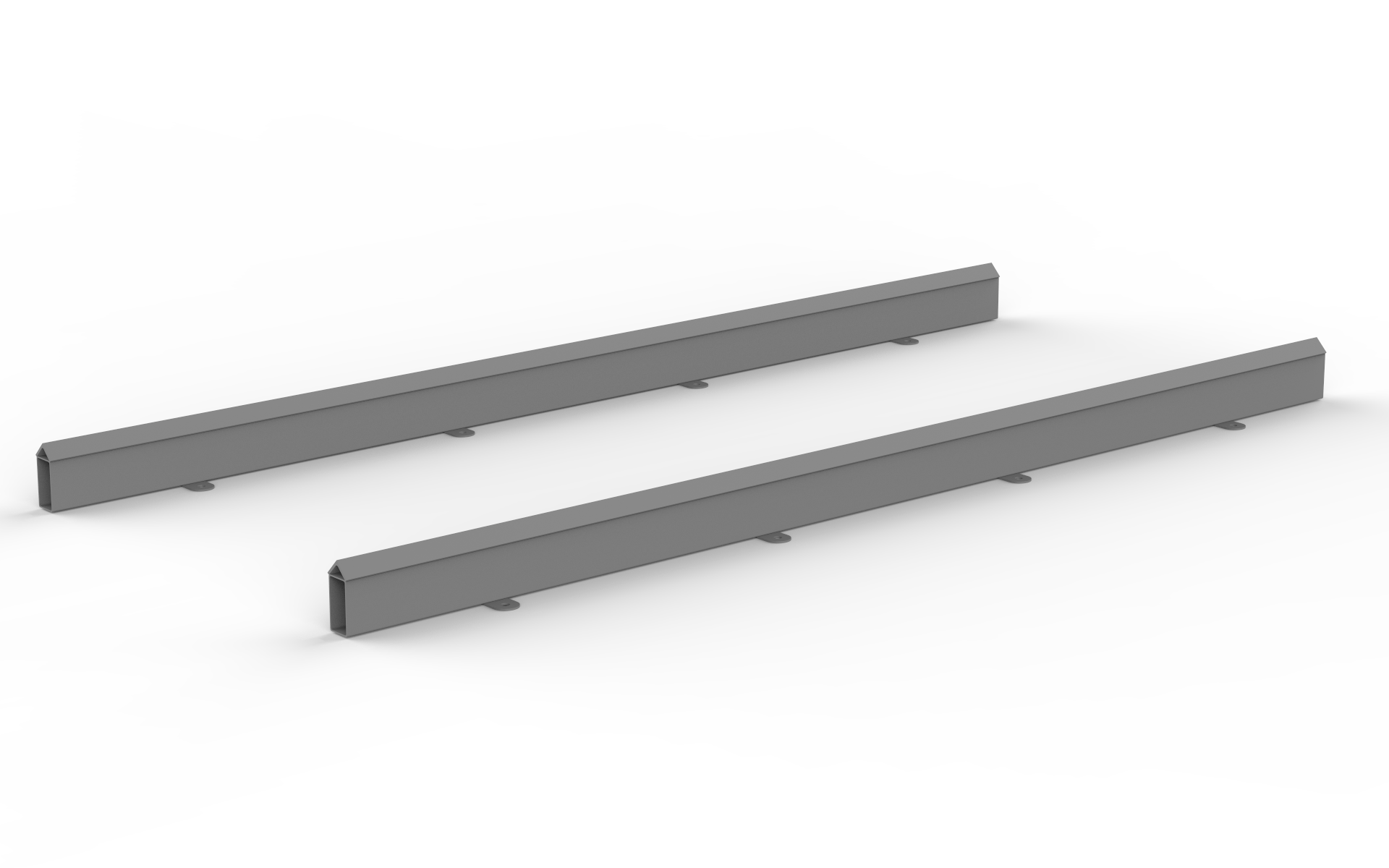

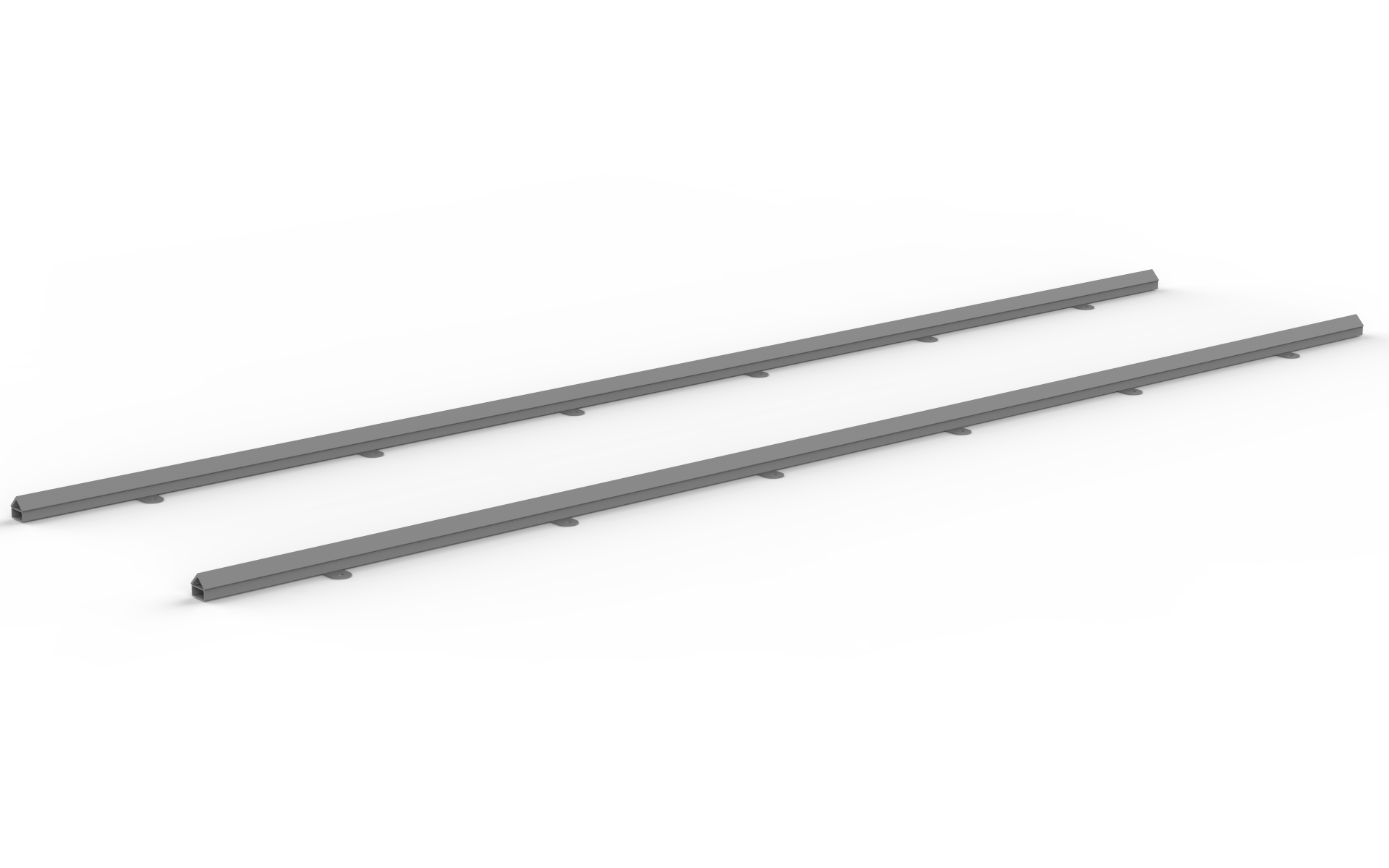
Rail track for moveble molds
This is the system for transporting the molds in the conveyor line from the mixer to the heating chambers and back. The assembling of the line starts from this part of the technological line on gas concrete production.



Sieve for pouring mixture into the mold
The sieve is applied to prevent the grease on the sides from being washed off at pouring the gas concrete mixture into the mold. It also prevents coarse fractions contained in sand from getting into the mold



Scraper blade for cutting the top crust
The scraper blade makes the top of the blocks more even and better-looking for the customer. It cuts the top crust neatly and the workroom will be clean.



Mixer-activator (0,25 m³)
The mixer is intended to prepare the gas-concrete mixture, with a consistency of 400 - 800 kg/m3 out of cement, sand and water followed by pouring it into molds (to produce blocks).
The mixer can be operated stationary in a workshop under moderate temperature conditions due to GOST 15150-69 and cannot be operated at construction sites.



Mechanical pusher
Mechanical pusher it is a manual tool that provides moving molds along the rail to the heating camera.


Cutting guide with a kit of saws, for 6 blocks
The pattern with saws is intended to cut the gas-concrete mass into separate blocks. The standard interval for cutting the mass accounts for 100 mm, therefore it is possible to make standard blocks of 200*300*600 mm or special size to meet the customers’ needs. The gang of saws contains the blade for cutting the mass into blocks and the string to cut the top crust.
Description
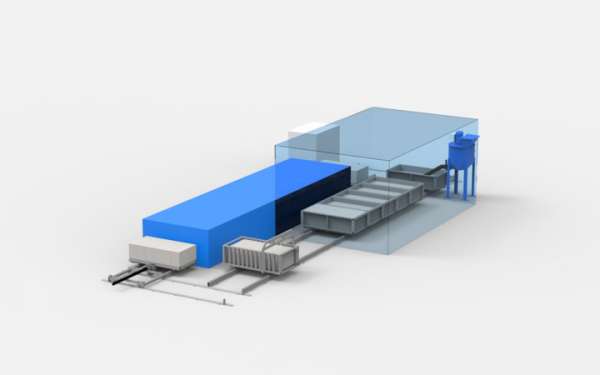
A mini-conveyor type aerocrete production plant with capacity for 12 m³ per day. The plant consists of a stationary mixer, movable molds on the rails with manual mechanical pushers, and a template for manual cutting of aerocrete bricks.
This plant allows you to organize the producing of aerocrete blocks in the smallest possible room.
This is a minimal complete of this type of plant. You have an opportunity to increase the productivity of the plant by buying additional molds. Also, this plant can be substantially upgraded into semi-automatic type by replacing the manual cutting template to a semi-automatic cutting machine.